
Accompagnement Ciblé
L’accompagnement ciblé a pour but de résoudre une ou plusieurs problématiques identifiées lors du diagnostic. Il sert à les corriger et à apporter des résultats concrets et quantifiables. Il dure de 3 à 9 mois.
Il permet également d’appréhender et de valider les compétences de l’expert lors d’une première approche pour valider ses compétences avant un engagement de plus longue durée dans un accompagnement approfondi.
Cette solution produit un effet rapide et modéré. Ne s’inscrivant pas dans la durée, elle ne permet pas la mise en place des bonnes pratiques de l’excellence industrielle, telles que proposé par l’Accompagnement approfondi.

Comment y parvenir – Méthode
Étape 1 : Définition des problématiques et des objectifs
Validation des problématiques et des solutions potentielles en se basant sur les données du diagnostic complet. Définition des objectifs en collaboration avec le Dirigeant.
Étape 2 : Identification des acteurs clés dans l’organisation
Après avoir défini les objectifs à atteindre, il faut monter une ou plusieurs équipes opérationnelles pour mener à bien les différents chantiers d’amélioration continue.

Étape 3 : Pilotage des opérations
Phase opérationnelle : intervention selon le planning pour mener à bien la ou les chantiers et atteindre les objectifs en collaboration avec les équipes locales. Les participants sont formés sur le tas et acquièrent les bonnes pratiques opérationnelles.
Étape 4 : Mise en place de gouvernances pour valider les résultats/objectifs
Définition et affichage d’indicateurs d’efficacité des solutions mises en place. Possibilité de pérenniser certains outils/processus de l’amélioration continue.
Étape 5 : Fin de la mission
La mission se termine ou se poursuit en mode ciblé ou approfondi.


Conduire un plan d’action
Garder les équipes mobilisées et motivées sur un temps long.
Atteindre les objectifs malgré les inévitables difficultés.
Cas d’école 1 : Spaghetti chart
Quantification du problème : Utilisation d’un outil appelé spaghetti chart pour calculer la distance moyenne parcourue par opérateur par lot de fabrication (1 trait bleu = 1 déplacement)
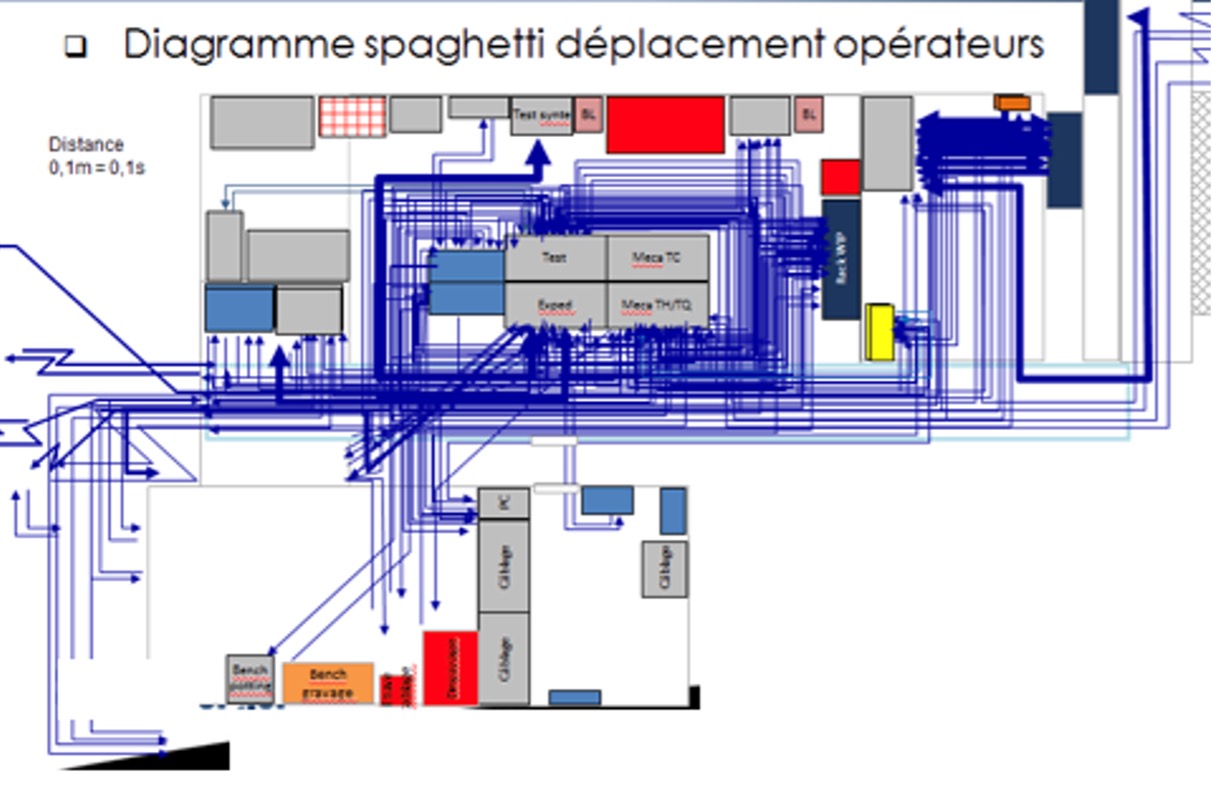
Les opérateurs parcourent 4 Km !!! par lot de fabrication
Solution : Utiliser les méthodes d’aménagement des cellules de production (U, L, I) et le principe de réduction de la NVA pour diminuer les déplacements opérateurs et des flux matières
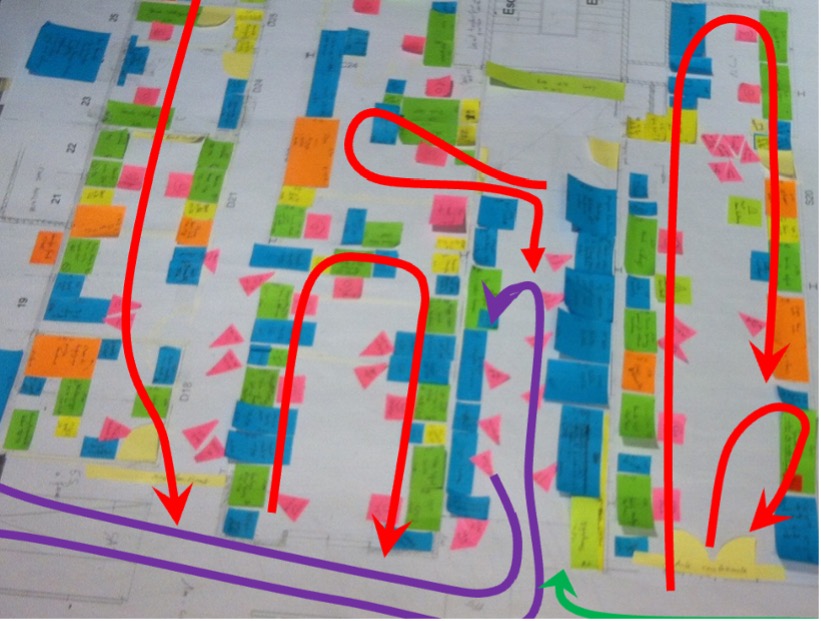
Aménagement de l’atelier fait par les opérateurs sous supervision de l’expert via une série de sessions de 30min devant un plan et des autocollants à l’échelle (utiliser comme illustration l’image de fin de document).
Résultat :
- -75% de déplacement opérateur = 1km/opé/lot
- -70% de déplacement matières car optimisés en ligne et boucles de circulation


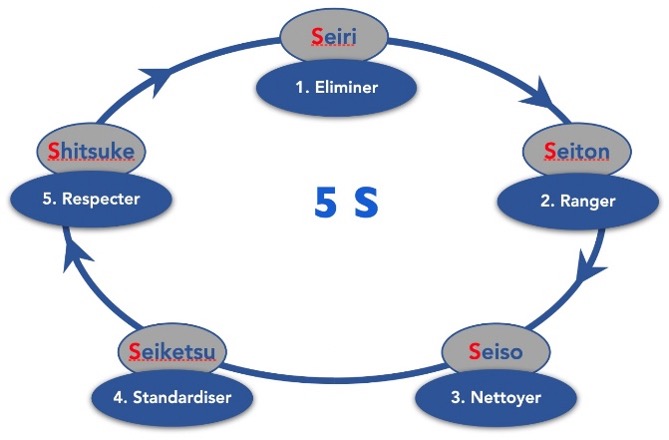
Cas d’école 2 : Outils méthodologiques production
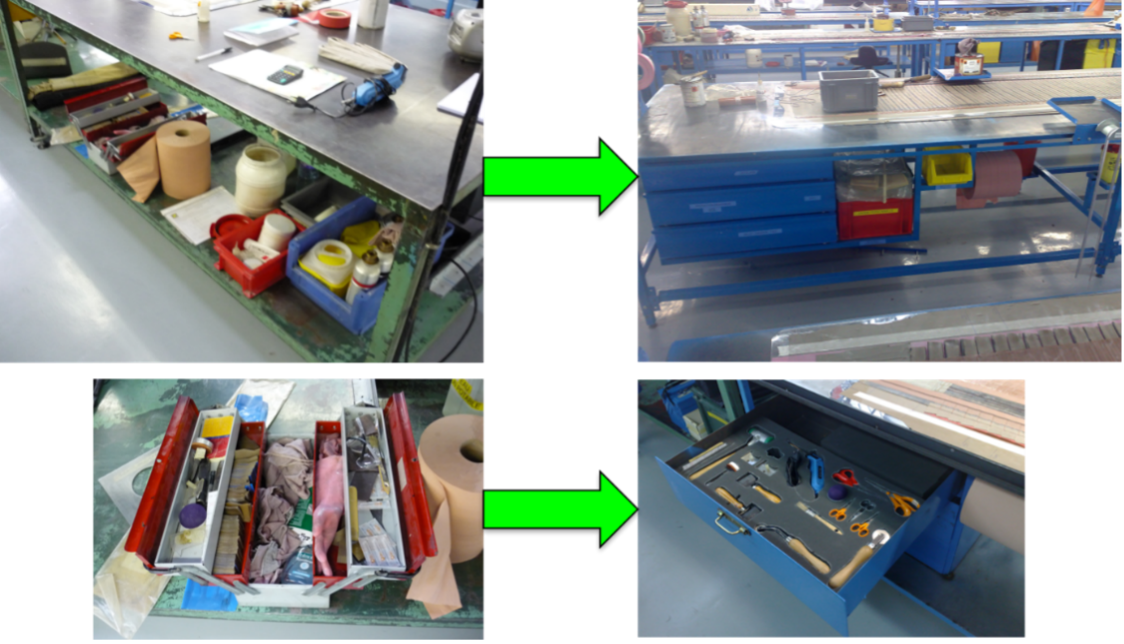
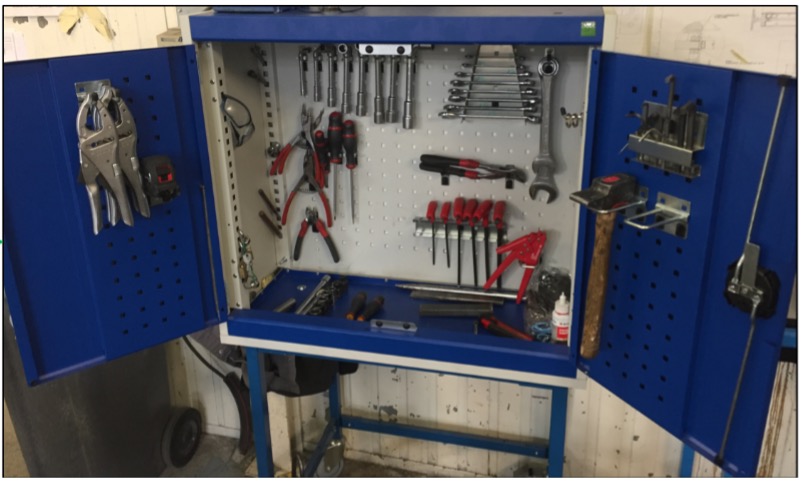
Le 5S est un outil puissant, qui donne des résultats concrets et visible très rapidement sans investissements lourd. Il a un fort impact sur le moral et l’implication des opérateurs. Le 5S est souvent l’un des premiers chantiers à être lancé en début de mission.
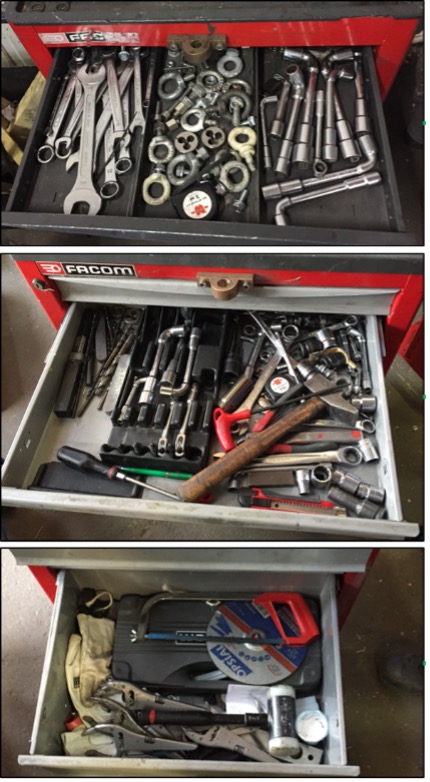
Problématique : Le désordre dans l’atelier et aux postes de travail induit des pertes de temps et augmente les risques d’incidents corporels et matériels.
Quantification du problème : Un tour de terrain est réalisé avec les responsables et les opérateurs pour sensibiliser et identifier les points à améliorer.

Solution : Mise en place du 5S :
Méthodologie : Formation en salle des responsables et des opérateurs. Mise en application sur un secteur ou un poste de travail.
Résultat et bénéfices : Environnement de travail transformé. Pertes de temps et risques d’incidents diminués. Cadre de travail agréable.

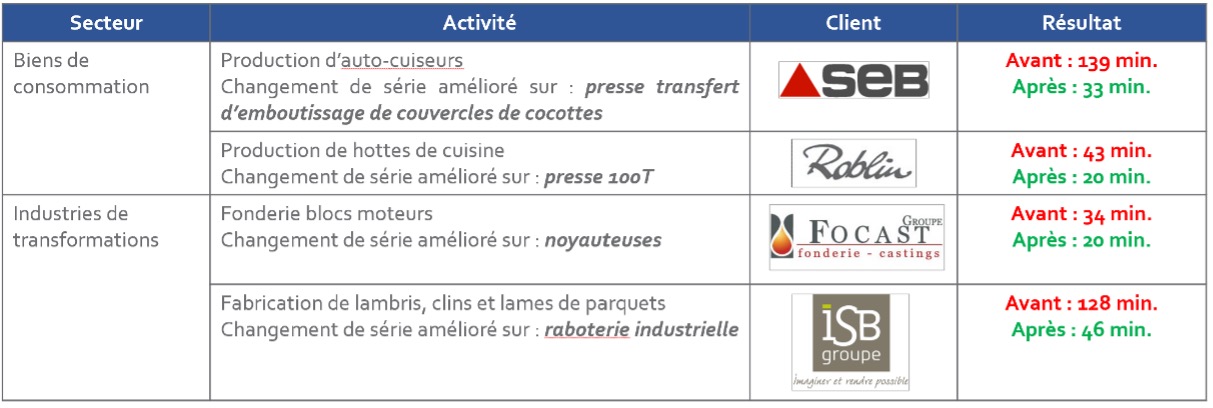
Cas d’école 3 : Chantier SMED (Single Minute Exchange Dies)
Bien que nécessaires, les arrêts causés par les changements de séries sont des pertes sèches de production.
Solution : Utiliser la technique SMED. Elle consiste à éliminer les pertes de temps et déplacer les opérations qui peuvent être faites en cours de production en amont ou en aval du changement de série.

Nous utilisons la vidéo et le logiciel KL2 (photo ordi+lunettes) pour augmenter l’efficacité du processus.

Résultat : En moyenne, les temps de changement de séries sont divisés par 2 lorsque la méthode est appliquée pour la première fois.
Besoin de plus de renseignements ?
N’hésitez pas à nous contacter !